

ETS BUGNON - TUBES PLASTIQUES ET CARTONS
France
Le Polyéthylène classique est produit par raffinage du pétrole, une matière fossile non renouvelable. Le Polyéthylène végétal est produit à partir de déchets de canne à sucre, une matière végétale renouvelable. La canne à sucre est broyée pour obtenir à la fois du sucre et un résidu sirupeux : la mélasse. La fermentation de cette mélasse permet de produire de l’éthanol qui une fois déshydraté devient de l’éthylène. La polymérisation de l’éthylène produit le polyéthylène. Le polyéthylène végétal a exactement les mêmes caractéristiques de transformation et de recyclage que le polyéthylène classique, il est biosourcé et il est recyclable mais il n’est pas biodégradable. Son bilan carbone est bien meilleur que celui du PE pétro-sourcé car, durant sa phase de culture, la canne à sucre aura absorbé du CO2 = topo tube végétal en lien...

TRANSFLUID
France

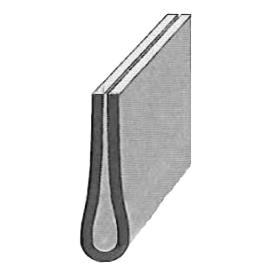
Bague de serrage du tube pour Robinet de niveau


TRANSFLUID
France
Tuyau FLEXIBLE & LÉGER pour l’aspiration & le refoulement de produits alimentaires, vins & alcools jusquà 96° alcoolique. Tube intérieur butyle blanc, lisse, inodore, qualité alimentaire Renfort par trame textile synthétique & spirale acier noyé Revêtement extérieur ROUGE ondulé, glissant au sol Température d’utilisation de 40°C à +120°C Nettoyage vapeur +130°C pendant quelques minutes, ou max 60°C avec soude caustique à 5% ou acide nitrique à 2% ou paracétique à 2% ou phosphorique à 2% Pression de service 10 ATM / pression d’éclatement 30 ATM Agréments FDA 21 177.2600 aliments aqueux BFR XXI cat.2 aliments. D.D. 21/03/73 & alcools jusqu’à 96° Règlement européen CE 1935/04 & CE 2023/06 SANS PHTALATES NI BISPHÉNOL A



TRANSFLUID
France
Fonctionnement par ressort(s) de compensation Installation & fonctionnement toutes positions Capot PVC alimentaire Raccord inox à souder DIN 50 ou FEMELLE 40 Mâcon

TRANSFLUID
France
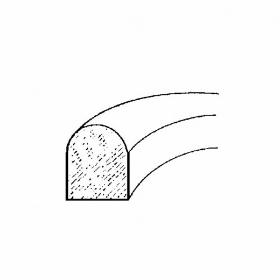
INFORMATIONS COMPLÉMENTAIRES Gomme FDA 35 x 18 / vide 6 40 SHORESConditionné en couronne de 25 mètres (indissociable) • 40 sh.


TRANSFLUID
France
Gomme naturelle en standard / "E" pour EPDM

ASPIR'ELEC - ASPIRATION, FILTRATION DÉPOUSSIÈRAGE INDUSTRIEL
France
Flexible polyuréthane avec spire cuivrée, antistatique, destiné au raccordement en aspiration et transport de particules abrasives, machine outil en mouvement, etc. Spécifications Épaisseur de 0.5 à 0.8 mm Rayon de courbure = 1 × le diamètre Spirale acier cuivré Paroi polyuréthane base ester Température d'utilisation 30 à + 100 °C Caractéristiques Intérieur lisse Très bonne souplesse Bonne résistance à l'abrasion, aux vapeurs d'huiles et d'essence, Ne contient ni chlore ni halogène. Utilisable en zone ATEX

ASPIR'ELEC - ASPIRATION, FILTRATION DÉPOUSSIÈRAGE INDUSTRIEL
France
Flexible PVC idéal pour le raccordement de machines dégageant des matières non abrasives. Ne doit pas être utilisé dans l'industrie du bois (cause électricité statique). Peut être vendu au mètre linéaire ou par couronne.

ERMINOX
France
Pour l'extérieur, fixez par frappe cet embout plat en inox 316 avec un maillet plastique. Pour tube de 42,4 x 2mm, il sera parfait pour terminer l'extrémité d'un tube.

ETS BUGNON - TUBES PLASTIQUES ET CARTONS
France
Qu’est-ce que le PCR (Post Consommateur Recyclé) ? Il s’agit d’une matière plastique issue de la filière de recyclage des PEHD rigides correspondant aux emballages ménagers mis dans le bac de recyclage jaune. Nous proposons du PCR alimentaire et du PCR non alimentaire. Le tube produit avec du PCR permet une forte réduction d’usage de matière plastique pétro-sourcée vierge et il contribue au développement d’une économie circulaire. Qu’est-ce que le PIR (Post Industriel Recyclé) ? C’est une matière plastique recyclée à partir de déchets d’une production industrielle Nous proposons un tube laminé avec du PIR et une paraison extra-fine de 0,30 mm d’épaisseur. Nous développons également des tubes extrudés à base de PIR issu de nos déchets de production.

ETS BUGNON - TUBES PLASTIQUES ET CARTONS
France
C’est un tube dont la jupe est réalisée avec un film complexe comprenant du carton et du plastique, en aspect BLANC ou KRAFT, ainsi qu’une épaule et un bouchage aujourd’hui en plastique. Nous travaillons à réduire la part de plastique dans ce tube afin de lui faire intégrer la filière de recyclage papier-carton. Nous proposons certains de ces tubes avec des épaules et des capsule allégées. Le remplissage et scellage de ces tubes se réalise sur une tubeuse classique moyennant quelques réglages ou adaptations. Aujourd’hui ce tube permet la plus forte réduction d’usage de matière plastique.

Vous vendez ou fabriquez des produits similaires ?
Inscrivez-vous sur europages et référencez vos produits

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

PROSIFLEX
France
Ventilation industrie agroalimentaire Évacuation air, fumées, vapeur d'huile Aspiration et transfert poudre alimentaire farine, poudre de lait. Paroi Polyuréthane base éther de qualité alimentaire Epaisseur paroi 0,6 mm Renfort spire acier qualité ressort Acier surface cuivrée Pas de spire large Très souple Bonne résistance à l'abrasion Alimentaire A, B, C suivant EU 10/2011 Compressible Très bonne résistance à la flexion répété Mise à l'équipotentialité en reliant la spirale acier aux deux extrémités. Livré compressé

PROSIFLEX
France
Aspiration et refoulement de poudres, granulés, particules abrasives, fumées d'huile. Gaine conçue pour un emplois très polyvalent. Paroi Polyuréthane base ester Epaisseur paroi de 0,5 à 0,8 mm Renfort spire acier qualité ressort Acier surface cuivrée Pas de spire standard Bonne résistance à l'abrasion Souple Bonne résistance à la dépression Très bonne résistance à la flexion répété Intérieur lisse Mise à l'équipotentialité en reliant la spirale acier aux deux extrémités. Livré en couronne

PROSIFLEX
France
Ventilation industrielle Evacuation air, fumées, vapeurs d'huile Aspiration sciures et copeaux fin Paroi Polyuréthane base ester Epaisseur paroi 0,4 mm Renfort spire acier qualité ressort Acier surface cuivrée Pas de spire large Très souple Bonne résistance à l'abrasion Compressible Très bonne résistance à la flexion répété Mise à l'équipotentialité en reliant la spirale acier aux deux extrémités. Livré compressé
Résultats pour
Tubes plastique - Import exportNombre de résultats
27 ProduitsType d'entreprise