

CNC'DEC
France
Nous vous accompagnons dans la co conception, la réalisation et l’industrialisation de produits. Votre satisfaction est notre priorité.

THOMAS CONSTRUCTIONS MECANIQUES - TCM SAS
France

systèmes de manutention, de levage et de convoyage lignes d’emballage, de conditionnement et d’étiquetage systèmes de dosage lignes d’assemblage automatisées ou semi-automatisées postes de fabrication semi-automatiques postes de manipulation et d’alimentation automatiques conception et fabrication de postes de travail ergonomiques conception, intégration et exploitation de solutions digitales pour le suivi et l’optimisation des processus de production et de maintenance bancs de test et de contrôle intégration de robots, d’ilots robotisés et de solution en robotique collaborative conception et implémentation de solutions de support technique en réalité augmentée conception et implémentation de solutions de monitoring à distance

THOMAS CONSTRUCTIONS MECANIQUES - TCM SAS
France
études électriques études et programmations des automates réalisation des plans électriques, des carnets de câblage et d’implantation câblage des armoires de puissance, des armoires de commande (automatisme), des coffrets pneumatiques et des châssis pose de chemins de câbles raccordement sur site contrôle final, mise sous tension et validation

THOMAS CONSTRUCTIONS MECANIQUES - TCM SAS
France
Cette installation permet de monter des portes sectionnelles à plat, de les basculer à la verticale (80°) pour finaliser le montage, de les stocker dans une zone tampon sur champ, de les filmer toujours à la verticale (90°) avec leurs colis d'accessoires et enfin de les conditionner par 4 pour l’expédition. Les différents postes de montage et de transfert sont étudiés afin de faciliter le travail des opérateurs et leur garantir un environnement de travail ergonomique. Sur le premier poste, l’opérateur réalise le montage de l’huisserie et l'assemblage de la porte sur une table réglable et motorisée. Le réglage est manuel ; il est bridé pneumatiquement pour garantir la position. Le basculement du plateau de la table de la position horizontale à une position quasi verticale (80°) est électrique ; il est actionné depuis un pupitre équipé d'une commande bimanuelle. En position verticale, les rouleaux de transfert au bas de la table sur lesquels est posée la porte sont parfaitement ...
BLANCHARD OXYCOUPAGE
France
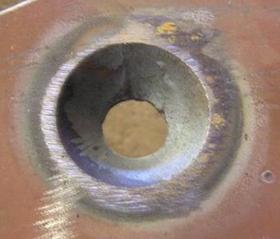
Nous avons adapté la technique du chanfreinage circulaire à la réalisation de trous fraisés. Ils peuvent être réalisés et associés à des trous circulaires ou carrés, pour permettre de noyer des têtes de boulons type FHC, FCC ou bien suivant vos demandes spécifiques. Dans ce cas merci de nous préciser les cotes d'angle et de talon que vous souhaitez. Cette technique, étant à ce jour complètement automatisée (ce qui n'a pas été sans de très nombreux problèmes...), nous pouvons vous garantir une qualité identique à la réalisation des trous lisses en terme de : - positionnement - répétitivité - dimension - géométrie


AÏZENKO EVÉNEMENTIEL
France
Screen & Stage Design Creation of visuals to illustrate the many sectors electricity gathers and feeds. Motion titles and backgrounds for each moment of the seminar. Titles were live broadcasted and composited by me using Modul8.


LEBAS HSU
France
Vous êtes fromagers et vous cherchez des supports adaptés pour promouvoir et présenter vos fromages sur la fin d’année ? LEBASHSU dispose d’une expérience solide sur les plateaux et présentoirs pour fromages et répondre à toutes vos exigences : Contact alimentaire : tous nos supports pour fromages sont aptes au contact alimentaire et ont été testés suivant les normes françaises (norme vaisselle). L’ensemble des finitions et personnalisations proposées respecte également l’aptitude au contact alimentaire. Ainsi, les assemblages sont garantis sans colle, les logos sont pyrogravés ou gravés, etc. Des supports adaptés à vos contraintes : plateaux avec ou sans rebords, nous adaptons les supports à vos contraintes techniques pour un calage parfait de vos fromages. Le stockage au froid impose aussi des adaptations comme, par exemple, le choix des matériaux pour les tampons sous les planches en verre ou ardoise. Des conditionnements optimisés

DESINEO
France
Se coupe facilement à l'aide d'un cutter ou scie sauteuse. Haute performance thermique et acoustique. Peux être installé en plaquage, sur ossature bois ou sur rail. Laissez cours à votre imagination !

PLAYGROUND AIRE DE JEUX POUR ENFANTS
France
Chantier : pose d'un sol pour aire de jeux.

PLAYGROUND AIRE DE JEUX POUR ENFANTS
France
Sous-traitance en sols souples pour l'aménagement des aires de jeux pour enfants.

ZWIEBEL
France
ZWIEBEL, vous accompagne dans la définition, l'étude et la réalisation de vos poids spéciaux, poids de tests et poids de contrôle.

JML POSTAL EXPRESS
France
Grâce à ses équipes de maquettistes, nous prenons en charge de A à Z, tout le processus de création et de réalisation de vos maquettes. Nous pouvons vous aider à redéfinir votre charte graphique, votre code couleurs, votre logo… Nos délais de réalisation sont assez courts et pertinents. Nous garantissons selon le type de document des délais de 2 à 6 jours.

JML POSTAL EXPRESS
France
Afin d’accompagner intégralement ses clients dans leurs différents besoins, la société JML POSTAL a fait le pari de maîtriser toute la chaîne de valeurs du document publicitaire. LA CONCEPTION ET LA RÉALISATION DE MAQUETTES L’IMPRESSION DE TOUT TYPE DE DOCUMENTS L’IMPRESSION SUR DIVERS SUPPORTS LA SÉRIGRAPHIE

SFAM - GROUPE METALIANS
France
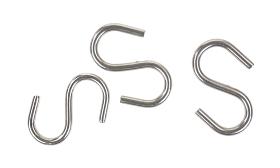
Cintrage du fil : Entreprise leader dans la transformation du fil métallique, la SFAM vous accompagne de la conception à la réalisation de toutes pièces en fil métallique de forme droite, 2D ou 3D. Nous façonnons au fil de vos idées ! Notre savoir-faire et notre équipement en machines numériques de haute technologie nous permettent de réaliser le cintrage de fil métallique de différents diamètres compris entre Ø0,2 mm et 18 mm. SFAM s’adapte à toute votre demande de fil cambré, cintré, plié, profilé. Section de fil et matière travaillées : Nous travaillons les sections en fil métallique suivantes: rond, demi-rond, carré, aplati Diamètres : 0,2 à 18 mm Au niveau des matières, nous travaillons les fils suivants :fil acier doux C9D, fil acier S235, acier doux galva, fil inox (inox 430, inox 304, inox 302, inox 316 alimentaire), fil acier ressort, fil acier ressort galvanisé, fil aluminium, inox ressort, fil de cuivre, fil laiton, fil zinc-alu, Crapal, Bezinal, corde à...
SFAM - GROUPE METALIANS
France
Cintrage du fil : Entreprise leader dans la transformation du fil métallique, la SFAM vous accompagne de la conception à la réalisation de toutes pièces en fil métallique de forme droite, 2D ou 3D. Nous façonnons au fil de vos idées ! Notre savoir-faire et notre équipement en machines numériques de haute technologie nous permettent de réaliser le cintrage de fil métallique de différents diamètres compris entre Ø0,2 mm et 18 mm. SFAM s’adapte à toute votre demande de fil cambré, cintré, plié, profilé. Section de fil et matière travaillées : Nous travaillons les sections en fil métallique suivantes: rond, demi-rond, carré, aplati Diamètres : 0,2 à 18 mm Au niveau des matières, nous travaillons les fils suivants :fil acier doux C9D, fil acier S235, acier doux galva, fil inox (inox 430, inox 304, inox 302, inox 316 alimentaire), fil acier ressort, fil acier ressort galvanisé, fil aluminium, inox ressort, fil de cuivre, fil laiton, fil zinc-alu, Crapal, Bezinal, corde à...

Vous vendez ou fabriquez des produits similaires ?
Inscrivez-vous sur europages et référencez vos produits

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

EEGI
France
Nous réalisons vos faisceaux électrique, vos cables et cordons, vos torrons, vos cables RF, etc...

YVES ALLAIN AEROSPACE CONSULTING
France
Moules pour pièces de precision jusqu'à des moules de 16 Tonnes pour injection de gros sous ensembles pour automobile, mobilier de jardin, pièce intérieur avion... les moules sont realisés avec des aciers suivant specifications du client . les caractéristiques des moules prennent en compte la demande du client sur nombre d'empreintres ou le choix de composants critiques comme les blocs chauds.

Résultats pour
Réalisation - Import exportNombre de résultats
27 ProduitsPays
Type d'entreprise
Catégorie
- Jardins publics - jeux de plein air (2)
- Marketing direct (2)
- Mécanique générale - travail à façon (2)
- Conception et réalisation graphiques (1)
- Audio-Vidéo publicitaire - productions et réalisations (1)
- Cadeaux d'entreprise (1)
- Dessin industriel - conseil (1)
- Aciers spéciaux (1)
- Banderoler - machines à (1)
- Cablages industriels (1)
- Chaudronnerie inoxydable (1)
- Chaussures pour dames (1)