

ACPM
France

Contrairement au procédé thermoplastique par injection, le matériau thermodurcissable nécessite d’être chauffé pour cuire et ainsi durcir.

ACPM
France
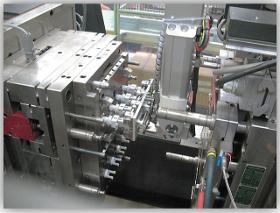
Le fonctionnement d’une presse à injecter pour la production de pièces est relativement simple. De la matière sous forme de granulés homogènes de plastique est versée dans une étuve pour éliminer l’humidité résiduelle puis aspirée par un aspirateur. Ensuite, cette matière est ramollie dans l’ensemble vis-fourreau en étant portée à 200°C – 400°C grâce à l’action combinée de la friction de la vis et des colliers de chauffe (la température d’injection étant variable selon les matériaux transformés). La matière ainsi malléable est poussée vers la buse puis injectée dans le moule grâce au vérin d’injection. La pression d’injection peut atteindre 2 500 bars. La matière se répartit de façon homogène dans la cavité de l’outillage pour prendre sa forme définitive.

NGI CRÉATEUR DE SOLUTIONS
France
Nous comprenons l'importance de disposer d'un moule adapté pour la production en série de produits en plastique de haute qualité. C'est pourquoi nous offrons un service complet allant de la conception à la fabrication de moules d'injection sur mesure. Nous utilisons les dernières technologies de fabrication pour garantir une précision maximale et une qualité élevée. Nous travaillons en étroite collaboration avec nos clients pour comprendre leurs besoins et leurs exigences, afin de garantir la satisfaction totale de leurs besoins

GLORY INJECTION PLASTIQUE
France
injection de pièces plastique pour la télécom en mono, bi ou tri-injection.

PROCESS THERMOPLASTIC
France
Pièces bi-matière à destination de l'industrie du bâtiment et plus précisément du confort thermique. Technologie utilisée : bi-injection transfert sur presse 700 tonnes. Après injection, cette pièce est assemblée en interne (process semi-automatique) avec d'autres pièces injectées. Avant livraison, un contrôle d'étanchéité 100% est réalisé.

GLORY INJECTION PLASTIQUE
France
Réalisations de pièces transparentes en utilisant des matériaux tels que le PMMA, le PC, le SAN, le SURLYN, le PS, le PETG et le PCTG. La pièce peut être incolore, teintée ou colorée.
GLORY INJECTION PLASTIQUE
France
Réalisation d'outillage pour de la mono, bi ou tri injection. plastique.

GLORY INJECTION PLASTIQUE
France
Injection de pièces plastiques pour l'automobile avec la possibilité d'intégrer un passage lumineux grâce à la bi-injection ou à la tri-injection.

GLORY INJECTION PLASTIQUE
France
Injection de pièces plastiques répondant aux normes médicales.

GLORY INJECTION PLASTIQUE
France
injection de pièces plastique pour la domotique en mono, bi ou tri injection.

GLORY INJECTION PLASTIQUE
France
Injection de pièces cosmétiques avec la possibilité d'utiliser jusqu'à 3 couleurs ou 3 matières différentes.

NORELEM FRANCE
France
Corps en zinc injecté haute pression. Couvercle du boîtier en plastique autoextinguible. Goupilles de charnière en zinc injecté haute pression/acier C45. Conducteurs en alliage argentnickel 10. Les charnières avec interrupteurs de sécurité servent à contrôler la position des portes, volets et capots de protection montés de façon à pouvoir tourner. Le contrôle du dispositif de protection se fait directement dans la charnière. L'angle de commutation peut être réglé librement sur toute la plage de travail pour les versions universellement préréglées. Une aide au montage assure un alignement rapide sur les portes et poteaux. Les charnières supplémentaires ont le même aspect et les mêmes dimensions que les charnières à interrupteurs de sécurité. Les valeurs de charge admissible indiquées sont des valeurs indicatives sans engagement, qui ne tiennent pas compte des facteurs de sécurité et excluent toute responsabilité.

NORELEM FRANCE
France
Équerre zinc injecté haute pression. Vis et tasseau acier. Cache de recouvrement polyamide, renforcé de fibre de verre. Équerre peinte couleur aluminium. Vis et tasseaux zingués. Caches de recouvrement noir. Conçus pour renforcer des constructions en profilés et pour relier entre eux des profilés, par adhérence et sans usinage. Également utilisables comme éléments de fixation (par ex. embase) pour les composants que vous souhaitez. Les équerres possèdent un élément de centrage, pour un montage précis avec protection antirotation. Si nécessaire, les éléments de centrage peuvent être retirés grâce à un point de rupture, par exemple pour monter des plaques. Le côté ouvert peut être fermé au moyen du cache de recouvrement.

NORELEM FRANCE
France
Pour une fermeture plus facile et sûre des portes et capots. Le montage se fait sur la face avant avec des vis CHC ou à tête bombée de taille M6, sans usinage mécanique. Protégé contre le démontage en position fermée. Pour l’actionnement par clé, les loquets sont livrés avec 2 clés. La clé peut être retirée en position ouverte ou fermée. La fermeture est identique, toutes les serrures pouvant être ouvertes avec la même clé (clé Euro 5333). Pour l’actionnement par double empreinte, les loquets sont livrés avec une clé à double panneton. Indication de dessin : Actionnement : a) Clés identiques b) Carré 8 mm c) Double empreinte 5 mm
ACPM
France
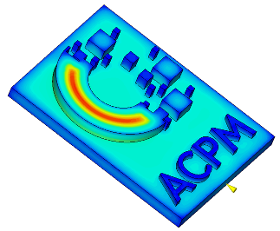
La capacité à produire des pièces conformes le plus rapidement possible est un réel défi de la plasturgie. Afin de pouvoir au mieux accompagner ses clients, ACPM a décidé d’utiliser un logiciel de rhéologie précis et spécialement conçu pour la simulation d’injection plastique : CADMOULD. La rhéologie est la science qui étudie l’écoulement de la matière. Appliquée à la plasturgie, elle permet de simuler la réaction des polymères dans leurs outillages lors de leurs processus de transformation. Les études rhéologiques, accompagnées de l’expertise d’ACPM, permettent entre autres : D’envisager différents matériaux ; D’imaginer de nouvelles géométries ; De placer au mieux les points d’injection ; D’optimiser, en amont des essais, le processus de transformation ; D’éviter des défauts pièces ; D’évaluer les contre-déformées de l’outillage.

NORELEM FRANCE
France
Matière : Corps de roue : aluminum coulé. Bandage : extrathane. Nota : Ces roues sont élastiques, résistent à l´abrasion et respectent les sols. Elles se caractérisent par un fonctionnement silencieux et par un frottement réduit. Roues assorties à 95028.

NORELEM FRANCE
France
Nos roues à bandages polyuréthanne acceptent des charges considérables. Roues robustes anti-abrasion. Elles respectent les sols, amortissent les chocs et les vibrations et résistent à de nombreuses substances chimiques et aux attaques acides.

Vous vendez ou fabriquez des produits similaires ?
Inscrivez-vous sur europages et référencez vos produits

NORELEM FRANCE
France
Matière : Charnière et douilles d'ajustement en zinc injecté haute pression. Axe en inox. Finition : Charnière et douilles d'ajustement chromées brillantes ou noires. Axe brillant. Nota : Charnières pour portes encastrées. Les charnières peuvent être montées aussi bien à droite qu'à gauche. Les pointes des flèches servent à marquer le milieu de la course d'approche « L » pour faciliter le montage. Les portes et volets peuvent être positionnés de manière étagée en déplaçant les douilles d'ajustement. Les tolérances de fabrication et les fentes des portes peuvent ainsi être compensées et réajustées horizontalement et verticalement. Les cannelures présentes sur la face inférieure des douilles d'ajustement et dans les trous oblongs de la charnière empêchent tout glissement. Les douilles d'ajustement recouvrent entièrement les trous oblongs, de sorte qu'aucune saleté ne peut se déposer à l'intérieur de la plage de réglage.

NORELEM FRANCE
France
Nos pieds articulés se composent d’une embase et d’une broche ou d’une rotule. Chaque type d'embase s’assemble avec chaque type de broche ou avec chaque type de rotule de la gamme. La plaque antidérapante absorbe les vibrations et immobilise le pied articulé. Broches assorties voir 27810. Rotules taraudées adaptées voir 27811. Forme A sans trou de fixation sans plaque antidérapante Forme B sans trou de fixation avec plaque antidérapante Forme C avec trou de fixation (perforé) sans plaque antidérapante Forme D avec trou de fixation (perforé) avec plaque antidérapante 1) à partir d'une embase Ø 80

PROCESS THERMOPLASTIC
France
Pièces en PC transparent. Technologies : injection + compression en salle ISO 7 pour réduire au maximum les impuretés. Moule 2 empreintes. Un traitement de surface est réalisé par notre client avant assemblage sur le produit final (compteur e-208).

PROCESS THERMOPLASTIC
France
Injection mono-matière. Epargne en automatique des pins de bouterollage. Chromage chez notre client en France.

PROCESS THERMOPLASTIC
France
Technologie : injection + épargne + peinture + marquage à chaud Presse 450 tonnes mono-matière Utilisation finale : pièce esthétique pour le secteur du bâtiment (confort thermique)
GLORY INJECTION PLASTIQUE
France
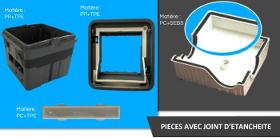
Réalisation de pièces plastique avec joint d'étanchéité en bi-injection. Utilisation de matière élastomère (TPE, SEBS...)

PROCESS THERMOPLASTIC
France
Technologie : injection mono-matière Utilisation : découpe laser

PROCESS THERMOPLASTIC
France
Technologie : Injection+ assemblage sur presse 3200 tonnes Utilisation : séparateur de voies

PROCESS THERMOPLASTIC
France
Technologie : injection + peinture + tampographie + assemblage Utilisation : Machine de mise sous vide alimentaire commercialisée par Guy DEMARLE PROCESS injecte toutes les pièces plastique et réalise l'assemblage du produit complet dans son atelier, jusqu'à l'emballage final. Le produit est prêt à être mis sur le marché à la sortie de l'usine.

PROCESS THERMOPLASTIC
France
Technologie : moule bi-injection rotatif Presse : 300 tonnes bi-matière Matières : ABS/PC chromable et PC non chromable Le chromage des pièces est réalisé par notre client en France Utilisation : pièce intérieur automobile


Résultats pour
Injection - Import exportNombre de résultats
38 ProduitsPays
Type d'entreprise
Catégorie
- Moulage de matières plastiques (17)
- Injection des plastiques - machines (11)
- Injection du caoutchouc et du plastique (6)
- Joints hydrauliques (2)
- Roues et roulettes de manutention (2)
- Moules pour matières plastiques et caoutchouc (1)
- Moules de précision (1)
- Mécanique de précision (1)
- Plastiques - produits pour la médecine (1)
- Boulonnerie (1)
- Charnières (1)
- Joints d'étanchéité (1)
- Serrures, verrous et clés (1)