

CREAFUSION
France

Moule à réaliser à partir de votre maquette. Les finitions « brut de fonderie », « brillanté » sont disponible. Vous pouvez choisir de recevoir le moule avec les pièces réalisées ou nous le confier en attendant une prochaine série. Estimation du poids de votre pièce. Estimation du poids de fin à virer. Différent matériaux sont acceptés pour la réalisation du moule en silicone.

CREAFUSION
France
Différent matériaux sont accepté pour la réalisation du moule en silicone. Les finitions « brut de fonderie » et « brillanté » sont disponible. Vous pouvez choisir de recevoir le moule avec les bracelets réalisées ou nous le confier en attendant une prochaine série. Estimation du poids de votre bracelet. Virement du métal sur notre compte poids après la réalisation et avant l’envoi des pièces. Estimation du métal fin à transférer sur notre compte poids, mais attention, c’est une estimation, vous devez attendre la réalisation de votre commande pour connaître le poids réel que nous vous communiquerons.

CREAFUSION
France
Différent matériaux sont accepté pour la réalisation du moule en silicone. Les finitions « brut de fonderie » et « brillanté » sont disponible. Vous pouvez choisir de recevoir le moule avec les bagues réalisées ou nous le confier en attendant une prochaine série. Estimation du poids de votre bague. Virement du métal sur notre compte poids après la réalisation et avant l’envoi des pièces. Estimation du métal fin à transférer sur notre compte poids, mais attention, c’est une estimation, vous devez attendre la réalisation de votre commande pour connaître le poids réel que nous vous communiquerons.

CREAFUSION
France
Différent matériaux sont accepté pour la réalisation du moule en silicone. Les finitions « brut de fonderie », « brillanté » et « vieilli » sont disponible. Vous pouvez choisir de recevoir le moule avec vos pièces réalisées ou nous le confier en attendant une prochaine série. Estimation du poids de votre pièce.

CREAFUSION
France
Différent matériaux sont acceptés pour la réalisation du moule en silicone. Les finitions « brut de fonderie », « brillanté » et « vieilli » sont disponible. Nous pouvons apposer notre poinçon de maître sur vos bracelets en argent. Vous pouvez choisir de recevoir le moule avec les bracelets réalisés ou nous le confier en attendant une prochaine série. Si votre bracelet en argent dépasse les 30 gr, nous pouvons prendre en charge le poinçon d’état à apposer. Estimation du poids de votre bracelet.

CREAFUSION
France
Différent matériaux sont accepté pour la réalisation du moule en silicone. Les finitions « brut de fonderie », « brillanté » et « vieilli » sont disponible. Nous pouvons apposer notre poinçon de maître sur vos pièces argent. Vous pouvez choisir de recevoir le moule avec les bagues réalisées ou nous le confier en attendant une prochaine série. Si votre bague en argent dépasse les 30 gr, nous pouvons prendre en charge le poinçon d’état à apposer. Estimation du poids de votre bague.

CREAFUSION
France
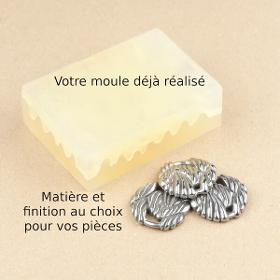
Vous possédez déjà un moule réalisé par vos soins ou par un autre prestataire (fonteacireperdue ou autre). Les finitions « brut de fonderie » et « brillanté » sont disponible. Vous pouvez choisir de recevoir le moule avec les bracelets réalisées ou nous le confier en attendant une prochaine série. Estimation du poids de votre bracelet. Virement du métal sur notre compte poids après la réalisation et avant l’envoi des pièces. Estimation du métal fin à transférer sur notre compte poids, mais attention, c’est une estimation, vous devez attendre la réalisation de votre commande pour connaître le poids réel que nous vous communiquerons.

CREAFUSION
France
Virement du métal fin sur notre compte poids. Moule déjà réalisé. Déjà réalisé par vos soins ou par Fonteacireperdue. Les finitions « brut de fonderie », « brillanté » sont disponible. Vous pouvez choisir de recevoir le moule avec les pièces réalisées ou nous le confier en attendant une prochaine série. Estimation du poids de votre pièce.

CREAFUSION
France
Les moules de provenances autres que Fonteacireperdue sont acceptés. Réalisation de vos pièces en argent 925, en or 18k 14k ou 9k dans plein de couleurs différentes. Les finitions « brut de fonderie » et « brillanté » sont disponible. Vous pouvez choisir de recevoir le moule avec les bagues réalisées ou nous le confier en attendant une prochaine série. Estimation du poids de votre bague. Virement du métal sur notre compte poids après la réalisation et avant l’envoi des pièces.
CREAFUSION
France
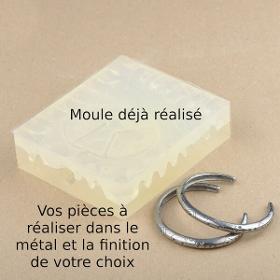
Moule déjà réalisé. Déjà réalisé par vos soins ou par Fonteacireperdue. Les finitions « brut de fonderie », « brillanté » et « vieilli » sont disponible. Vous pouvez choisir de recevoir le moule avec les pièces réalisées ou nous le confier en attendant une prochaine série. Estimation du poids de votre pièce.
CREAFUSION
France
Différent matériaux sont acceptés pour la réalisation du moule en silicone. Les finitions « brut de fonderie », « brillanté » et « vieilli » sont disponible. Nous pouvons apposer notre poinçon de maître sur vos bracelets en argent. Vous pouvez choisir de recevoir le moule avec les bracelets réalisés ou nous le confier en attendant une prochaine série. Si votre bracelet en argent dépasse les 30 gr, nous pouvons prendre en charge le poinçon d’état à apposer. Estimation du poids de votre bracelet.

CREAFUSION
France
Moule déjà réalisé. Déjà réalisé par vos soins ou par Fonteacireperdue. Les finitions « brut de fonderie », « brillanté » et « vieilli » sont disponible. Vous pouvez choisir de recevoir le moule avec les bagues réalisées ou nous le confier en attendant une prochaine série. Estimation du poids de votre bague.

ASPIR'ELEC - ASPIRATION, FILTRATION DÉPOUSSIÈRAGE INDUSTRIEL
France
Réseau aspiration réalisation tuyauteries et capteurs en inox pour aspiration de fumées acides et à haute température sortie de fours de coulage

ASPIR'ELEC - ASPIRATION, FILTRATION DÉPOUSSIÈRAGE INDUSTRIEL
France
Tables aspirantes ergonomiques avec ou sans ventilateur, avec ou sans filtration décolmatage manuel, décolmatage mécanique, décolmatage automatique. Réalisation sur mesure.

CSI - CHAUDELEC SYSTEMES INDUSTRIELS
France
Les fours de séchage infrarouge transmettent l’énergie utile sans contact et en surface des produits alimentaires. Ainsi, ils permettent de réaliser des croûtages (fromages, pains de mie sans croûte), sécher des enductions (fromages, viandes), réduire les quantités d’eau surfaciques sans altérer le cœur des produits. Ils sont peu influencés par les conditions de travail et peuvent, grâce à la réaction de leurs émetteurs, corriger la part convective inhérente à tout tunnel thermique, ce qui en fait des fours très stables. L’énergie est délivrée à l’endroit concerné par des dosages appropriés et quand elle est nécessaire. On parle aussi de four froid. Ils évitent l’échauffement inutile des produits dans leur totalité et sont donc une solution idéale dans le cas de produits froids. Les fours de séchage infrarouge peuvent se présenter sous forme de four conventionnel ou comme de simples panneaux infrarouge dans un process ouvert.

FRAISEPERS
France
Deux rotors tournant en sens inverse à vitesse lente et différentielle, sont équipés de disques et de lames destinés à déchiqueter le produit. Leur nettoyage est réalisé en permanence par des racloirs réglables individuellement. Pour certains modèles, un 3ème arbre pré-concasseur situé en partie supérieure, assure un premier broyage des gros blocs. Il régularise le débit et évite la formation de « voûtes » en présence de produits mous ou colmatants. Conditions et Avantages ● Taux de réduction granulométrique très important ● Produits humides, mou, collants, secs, cassants, friables ● Utilisation de cette technologie pour une multitude d’application diverses et variées ● Faible vitesses de rotation donc limite la production de fines ● Plusieurs types d’outillages possibles selon granulométrie recherchée ● Granulométrie admissible assez importante ● Entrefer fixe donc définition de l’outillage à la fabrication de l’appareil

FRAISEPERS
France
Un rotor muni de lames tournant à vitesse lente percute et émotte (ou concasse) la matière en forçant son passage à travers des contre-couteaux fixes. Conditions et Avantages ● Utilisation de cette technologie pour émotter des poudres agglomérées (gamme EM400) ou pour du concassage de bouteilles de verre (gamme CM400) ● Produits uniquement secs et cassants ● Plusieurs types d’outillages possibles selon granulométrie recherchée ● Granulométrie admissible assez importante ● Faibles vitesses de rotation donc limite la production de fines Débit important ● Réduction de volume mais pas de possibilité d’obtenir des granulométries faibles et calibrées ● Entrefer fixe donc définition de l’outillage à la fabrication de l’appareil

Vous vendez ou fabriquez des produits similaires ?
Inscrivez-vous sur europages et référencez vos produits
FRAISEPERS
France
Deux rotors tournant en sens inverse, sont équipés de cylindres lisses ou crantés, destinés à écraser le produit. Leur nettoyage est réalisé en permanence par des racloirs. L’un des 2 cylindres est monté sur pivot et permet ainsi le réglage de l’entrefer entre cylindres, ou encore de pouvoir reculer en fonctionnement en présence d’un corps dur. L’alimentation en produit doit être réalisée à débit constant et répartie sur toute la longueur utile des cylindres de broyage. Conditions et Avantages ● Calibrage granulométrique sur une fourchette précise ● Limite la production de fines ● Produits uniquement secs et cassants ● Faible taux de réduction granulométrique avec les cylindres lisses ● Granulométrie admissible limitée avec les cylindres lisses ● Possibilité de réglage de l’entrefer entre cylindres ● Possibilité de recul en fonctionnement en présence d’un corps étranger

FRAISEPERS
France
Un rotor tournant à grande vitesse (entre 800 et 1500 tr/min suivant le modèle), est muni de marteaux (en étriers, en fléaux, ou à chaines) en acier spécial qui percutent le produit et le projettent contre les blindages de la chambre de broyage. La granulométrie en sortie est garantie par une grille de calibrage en partie inférieure. L’alimentation du produit doit être effectuée sur toute la longueur du rotor avec un débit régulier. Conditions et Avantages ● Produits uniquement secs et cassants ● Taux de réduction granulométrique important ● Granulométrie de sortie assez fine (0 à 4mm selon les produits) ● Génération d’une quantité non négligeable de fines donc nécessité d’installer un dépoussiérage ou un transport pneumatique ● Possibilité de faire évoluer la granulométrie de sortie selon calibrage de la grille et selon vitesse de rotation du rotor

FRAISEPERS
France
Un bureau d’étude intégré et réactif est présent dès le début de la consultation pour être force de proposition

JOY ROY INDUSTRIES
France
Nous réalisons des figurines et statuettes et différentes matières allant de 2cm à plus d'un mètre de haut, à partir de vos visuels (3D de préférence). Différentes techniques et matières peuvent vous être proposées en fonction de vos budgets et du rendu escompté : plastique recyclé, polyrésine, multi-injection, ... Les plus belles d'entre-elles sont en polyrésine et peintes à la main. Les plus petite peuvent être inclues dans une boule-à-neige, elles sont peintes à la main. Le socle est aussi réalisé sur-mesure. Consultez-nous www.joyroyelec.com

ERMINOX
France
Garde-corps et rambardes en inox qui sortent de l'ordinaire, réalisés avec les produits Erminox. Inspirez-vous de nos réalisations particulières et consultez-nous pour adapter nos produits à votre problématique

ERMINOX
France
Support muret en inox 304, idéal pour la réalisation d'une main courante en diamètre 48 mm. Il se compose d'une platine de fixation à 3 trous fraisés et d'un berceau arrondi au diamètre 48 mm. Avec son aspect de finition brossé satiné, ce support en inox pour muret apportera modernité et sécurité à la réalisation de votre ouvrage.
ATELIER LEXEMPLAIRE
France
Gravure laser au nom du restaurant.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.
Résultats pour
Réalisation - Import exportNombre de résultats
35 ProduitsType d'entreprise