

RAOUL LENOIR
France

Equipé de tambour magnétique à aimants permanents Ø 200, 315, 400, 500 ou 630, cet appareil assure l’élimination AUTOMATIQUE et CONTINUE des particules ferromagnétiques polluant les produits en vrac : granulés, poudres, pulvérulents, etc. Agro-Alimentaire : sucre en poudre, fèves de cacao, céréales. Industrie du Bois : plaquettes, copeaux. Recyclage : fonderies (séparation sable/grenaille), verre, ordures ménagères (séparation boîtes alu, boîtes acier). Divers : ciments, plâtre, chaux, laitiers, chimie (carbone black), granulés plastiques.
RAOUL LENOIR
France
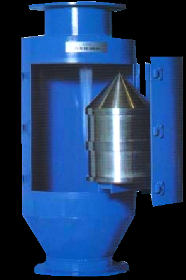
Les magnécônes capturent en continu des particules ferreuses pour les produits en vrac transportés dans des tuyauteries… épuration ferro-magnétique des produits agro-alimentaire (céréales, farines…), issus de l’industrie du bois (copeaux, sciure…), de l’industrie de la chimie (poudre, pulvérulents…) et de l’industrie du plastique (granulés…). qualité des produits pour la protection des utilisateurs. protection des installations (pompe, broyeur…). Les séparateurs à cône magnétique offrent une protection presque à 100 % de votre installation contre les dégâts causés par des corps étrangers métalliques. Les séparateurs à cône magnétique existent aussi bien en exécution permanente, qu’en exécution électro-magnétique. Ils sont identiques en ce qui concerne leur encombrement extérieur. Avec la version électro-magnétique, la démagnétisation peut être automatisée. Le corps de l’aimant ainsi que le cône situé sur le noyau magnétique sont en Inox à haute résistance à l’usure. Une dispersion

DENIOS SARL
France
- Pour porter rapidement granulés, sable ou autres substances de déneigement sur les zones critiques, à l'intérieur des locaux comme à l'extérieur - Répartition du poids optimisée pour des manœuvres sans efforts - Couvercle de protection légèrement en pente pour l'écoulement de l'eau - Roulement facile, grande poignée confortable - Résistant aux intempéries - Facile à nettoyer - Entièrement recyclable - Dimensions extérieures L x P x H (mm): 700 x 670 x 1145 - Quantité de remplissage maximale : 60 litres - En polyéthylène (PE) écologique, haute résistance chimique

NORELEM FRANCE
France
Les éléments de manœuvre détectables par métal sont fabriqués à partir de granulés de plastique conformes UE10/2011 et FDA. Grâce à des additifs spéciaux contenus dans les granulés de plastique, les détecteurs de métaux (technologie à induction) peuvent détecter des particules aussi petites que des fragments de plastique de 0,027 cm³ (3x3x3 mm). Les fragments de plastique des éléments de manœuvre détectables par métal peuvent ainsi être identifiés dans les secteurs sensibles tels que la transformation alimentaire, ce qui permet de réduire considérablement le risque d'arrêts de production et de réclamations. Matière : Thermoplastique (polyamide renforcé de fibre de verre), détectable par métal, conforme UE10/2011 et FDA. Composants en inox 1.4404. Finition : Thermoplastique gris foncé RAL 7021. Composants en inox poli. Nota : L'additif détectable par métal peut entraîner des variations partielles de la couleur de la surface plastique.

NORELEM FRANCE
France
Les éléments de manœuvre détectables visuellement sont fabriqués à partir de granulés de plastique teintés en bleu, conformes UE10/2011 et FDA. Cette couleur assure un contraste visuel entre l'élément de manœuvre et les autres fluides et matériaux. Les fragments de plastique des éléments de manœuvre détectables visuellement peuvent ainsi être identifiés dans les secteurs sensibles tels que la transformation alimentaire, ce qui permet de réduire considérablement le risque d'arrêts de production et de réclamations. Matière : Thermoplastique (polyamide renforcé de fibre de verre), détectable visuellement, conforme UE10/2011 et FDA. Composants en inox 1.4404. Finition : Thermoplastique bleu outremer RAL 5002. Composants en inox poli. Avantages : détectable visuellement. Bleu outremer RAL 5002. Matériaux de qualité alimentaire. Indication de dessin : Forme K : douille taraudée Forme L : avec filetage Plage de température : -20 °C jusqu’à +100 °C.

Vous vendez ou fabriquez des produits similaires ?
Inscrivez-vous sur europages et référencez vos produits

MANULINE
France
ManuLine conçoit des solutions de vidange de conteneurs souples (Big Bag, G.R.V.S) rapides et sécurisées, permettant de prévenir les pertes de matière. La station pour la vidange de Big Bag équipée d'une vanne guillotine industrielle est spécialement conçue pour les produits à granulométrie élevée, tels que les granulés plastiques ou les gravats, qui peuvent être écrasés ou coupés lors de la manipulation de la vanne. Cette station pour la vidange de Big Bag n'a pas pour fonction de réguler précisément le flux de produit pendant la vidange, et est plutôt recommandée pour une vidange totale du sac. Les dimensions, les types de vannes, les accessoires et autres caractéristiques des stations de vidange de Big Bag de ManuLine sont entièrement modulables. Le montage et le démontage des stations sont simples, rapides et sûrs grâce au système de gerbage par coupelle. Pour les utilisateurs du secteur alimentaire, ManuLine propose également des stations de vidange de Big Bag en acier inoxydable.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

MTS MOULAGE TECHNIQUE SOUFFLAGE
France
■ Phase 1 : Pour la fabrication des pièces nous utilisons des granulés de matière plastique spécifiquement élaborés pour l'extrusion-soufflage. A la matière première est ajouté le colorant dans des doseurs pondéraux, puis l'ensemble est pesé, mélangé pour passer dans une vis sans fin ou elle est préchauffée de 200°C à plus de 270°C. Ce mélange arrive enfin dans la tête de la machine pour être extrudé. ■ Phase 2 : La souffleuse extrude alors un tube de matière plastique que l’on appelle « une paraison ». Ce tube sera pincé, pré gonflé puis soufflé par une canne ou une aiguille de soufflage. Un des avantages de notre technologie est la possibilité d’optimiser la répartition matière. MTS peut répartir jusqu'à 500 épaisseurs différentes sur 1m de paraison. ■ Phase 3 : Le moule se referme sur la paraison, le processus de soufflage commence. La température de l’air envoyée à l’intérieur du moule est de +10°C à -40°C .Deux réseaux de pressions sont disponibles dans l’atelier : 8 bars et 15 bars (pour les pièces dites d’aspect). L’outillage est refroidi à l’eau pendant le temps de soufflage. ■ Phase 4 : Le produit est évacué du moule et une nouvelle descente de matière entame un nouveau cycle. Dans notre production, tout est valorisé ; les chutes et découpes sont en bouclage de production ou bien valorisées par une filière exterieure.

FIL & FAB
France
Nylo® est un granulé de polyamide 6 dont la totalité du plastique est issue du recyclage de filets de pêche. Nous ajoutons - de 2 % d'additifs afin de garantir un plastique aux caractéristiques techniques proches de la matière vierge, et dont la couleur résiste aux UV. Il peut être transformé en de nombreux produits notamment par injection.
Résultats pour
Granules de plastique - Import exportNombre de résultats
14 ProduitsPays
Type d'entreprise